電動汽車高壓電纜材料及其制備工藝,看完這篇就掌握!
新時代新能源汽車產(chǎn)業(yè)擔負著產(chǎn)業(yè)轉(zhuǎn)型升級和保護大氣環(huán)境的雙重使命,極大帶動電動汽車用高壓電纜等相關(guān)配件的產(chǎn)業(yè)發(fā)展,各電纜廠商和認證機構(gòu)紛紛投入大量精力到電動汽車高壓電纜的研發(fā)中。
電動汽車用高壓電纜的各方面性能要求高,同時應(yīng)該符合RoHSb標準、阻燃等級UL94V-0級標準要求和柔軟等性能。本文介紹電動汽車用高壓電纜的材料及其制備工藝。
一、高壓電纜的材料
一、高壓電纜的材
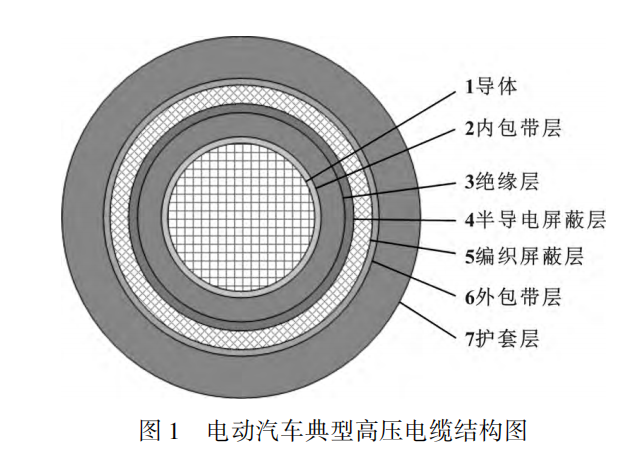
(一)電纜的導(dǎo)體材料
目前電纜導(dǎo)體層的材料主要有銅和鋁兩種。少數(shù)企業(yè)認為鋁芯能夠大幅度降低它們的生產(chǎn)成本,通過在純鋁材料的基礎(chǔ)上添加銅、鐵、鎂、硅等多種元素,經(jīng)過特殊的工藝合成和退火處理等工藝,提高電纜的導(dǎo)電性能、彎曲性能和耐腐蝕性能,在滿足同等載流量的要求下,達到能與銅芯導(dǎo)體一樣的效果甚至更佳,進而大大節(jié)約了生產(chǎn)成本。
但是大部分企業(yè)仍然把銅作為導(dǎo)體層的主要材料,首先銅的電阻率較低,其次銅大部分性能都優(yōu)于同級別的鋁,如載流量大、電壓損失低、能耗低和可靠性強等。目前導(dǎo)體選材一般采用國標6類軟導(dǎo)體(單根銅絲伸長率必須大于25%,單絲直徑小于0.30)去保證銅單絲柔軟性、韌性強。表1列出了常用的銅導(dǎo)體材料所需要滿足的標準。

(二)電纜的絕緣層材料
電動汽車內(nèi)部環(huán)境復(fù)雜,在選用絕緣材料時,一方面要保障好絕緣層的安全使用,另一方面盡可能選擇易加工和使用廣泛的材料。目前常用的絕緣材料有聚氯乙烯(PVC)、交聯(lián)聚乙烯(XLPE)、硅橡膠、熱塑性彈性體(TPE)等,其主要性能見表2。
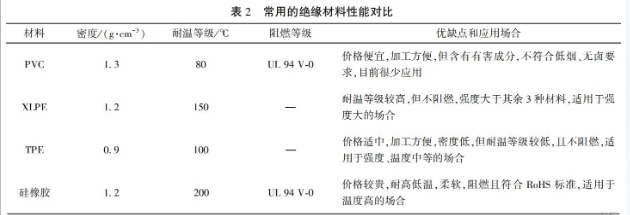
其中PVC中含有鉛,但《RoHS指令》中禁止使用鉛、汞、鎘、六價鉻、多溴二苯醚(PBDE)和多溴聯(lián)苯(PBB)等有害物質(zhì),因此近年來PVC已被XLPE、硅橡膠、TPE等環(huán)保材料替代。
二、高壓電纜制備工藝
(一)導(dǎo)體絞線工藝
目前,電動汽車用高壓電纜的發(fā)展迅速,對應(yīng)的成型工藝也與傳統(tǒng)電纜的成型工藝大有不同,兩種工藝流程對比如圖2所示。
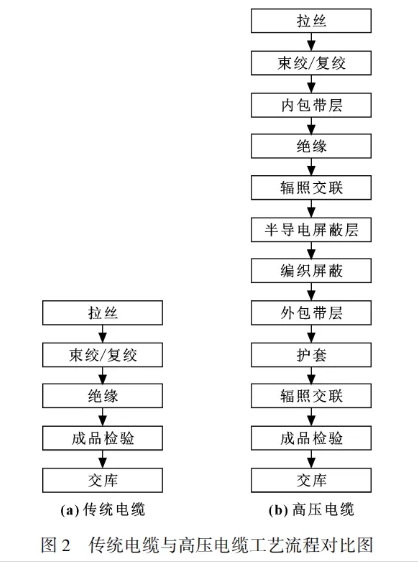
由圖2可知,電纜的基礎(chǔ)工藝發(fā)展較久,因此在行業(yè)和企業(yè)也有各自的標準規(guī)范。在拉絲工藝過程中,根據(jù)單絲退扭方式,絞線設(shè)備可分為退扭絞線機、不退扭絞線機和退扭/不退扭絞線機,由于銅導(dǎo)體結(jié)晶溫度高,退火溫度及時間較長,宜采用不退扭絞線機設(shè)備進行連拉連退式拉制單絲,提高拉絲伸長斷裂率。目前,交聯(lián)聚乙烯電纜(XLPE)在1~500kV電壓等級間已全面取代了油紙電纜。XLPE導(dǎo)體有圓形緊壓和型線絞合兩種較為常見的導(dǎo)體成型工藝。圓絲緊壓線芯一方面可以避免在交聯(lián)管道中的高溫、高壓將其屏蔽料和絕緣料壓入絞線間隙而造成廢品;另一方面還可以防止水分沿導(dǎo)體方向滲入,保障電纜安全運行。型線絞合銅導(dǎo)體本身為同心絞結(jié)構(gòu),多采用普通框式絞線機、叉絞線機等絞合生產(chǎn),與圓形緊壓工藝相比,它能保證導(dǎo)體絞合圓整成型。
(二)XLPE電纜絕緣生產(chǎn)工藝
對于高壓XLPE電纜的生產(chǎn)基本采用懸鏈式干法交聯(lián)(CCV)和立塔式干法交聯(lián)(VCV)兩種成型工藝,實際上兩種工藝生產(chǎn)的電纜都存在交聯(lián)不充分等問題,會在絕緣層留有部分交聯(lián)副產(chǎn)物,對電纜的性能都有一定的影響,表3為兩種工藝的優(yōu)劣對比。
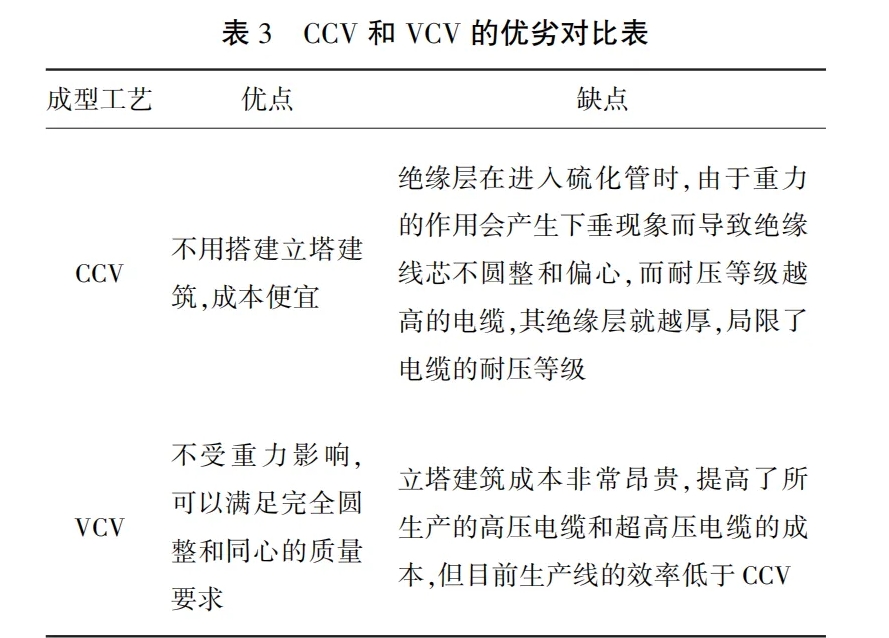
由表3可知,兩種工藝都適用于中高壓及超高壓的XLPE交聯(lián)電纜的生產(chǎn),但出于綜合考慮大部分電纜廠商都在生產(chǎn)線上使用CCV工藝。對于解決CCV工藝生產(chǎn)絕緣線芯過程中絕緣層由于重力作用而導(dǎo)致的偏心和圓整度問題,早在之前芬蘭麥拉菲爾公司開發(fā)出了獨特的專利技術(shù)———進端熱處理技術(shù)(EHT技術(shù)),并且這項技術(shù)對于絕緣線芯而言是非接觸式的,將熱熔融狀態(tài)的絕緣材料進行了絕緣外表的冷卻處理,使得絕緣層產(chǎn)生一個向心的作用力,以致于使絕緣內(nèi)部處于熔融狀態(tài)的絕緣體能回到圓整的狀態(tài),從而消除絕緣下垂現(xiàn)象,所以可以很好地保證絕緣層和導(dǎo)體在內(nèi)的圓整度和同心度。在整個交聯(lián)生產(chǎn)過程中,配備在線監(jiān)測裝置可以隨時監(jiān)測絕緣線芯的偏心度以及絕緣層和內(nèi)外屏蔽層厚度,保證產(chǎn)品的標準要求。
(三)擠出工藝
較早時期,電纜廠商多采用二次擠出工藝來生產(chǎn)電纜絕緣層線芯,第一步同時擠出導(dǎo)體屏蔽層和絕緣層,然后進行交聯(lián)并繞到電纜盤上,放置一段時間后再擠出絕緣屏蔽。20世紀70年代期間,絕緣線芯出現(xiàn)了一種1+2三層擠出工藝,使得內(nèi)外屏蔽和絕緣可以在一道工序中完成。該工藝先擠出導(dǎo)體屏蔽,經(jīng)過較短的距離(2~5m)后,再在導(dǎo)體屏蔽上同時擠出絕緣和絕緣屏蔽。但是這前兩種方法都有很大弊端,于是在20世紀90年代末,電纜生產(chǎn)設(shè)備供應(yīng)商推出了三層共擠生產(chǎn)工藝,將導(dǎo)體屏蔽、絕緣和絕緣屏蔽同時擠出。
前些年國外也推出了新的擠出機機筒頭部和弧形網(wǎng)板設(shè)計,通過均衡螺桿頭部空腔內(nèi)料流壓力來緩解積料產(chǎn)生,延長了連續(xù)生產(chǎn)時間,更換不停機換規(guī)格的機頭設(shè)計還可以大大節(jié)約停機費用和提高效率。
三、結(jié)語
新能源汽車有良好的發(fā)展前景與巨大的市場,需要一系列具有高載流量、耐高溫、電磁屏蔽效果好、耐彎折、柔韌性強、工作壽命長等優(yōu)良性能的車內(nèi)高壓電纜產(chǎn)品投入生產(chǎn)并占據(jù)市場。
電動汽車高壓電纜材料及其制備工藝有著廣闊的發(fā)展前景,電動汽車提高生產(chǎn)效率、保障使用安全離不開高壓線纜。
免責聲明:本文來源于網(wǎng)絡(luò)版權(quán)歸作者所有。如涉及作品版權(quán)問題,請與我們聯(lián)系,我們將根據(jù)您提供的版權(quán)證明材料確認版權(quán)并于接到證明的一周內(nèi)予以刪除!